





Установка микроконтактной сварки УМС-1КЛ в Тамбове
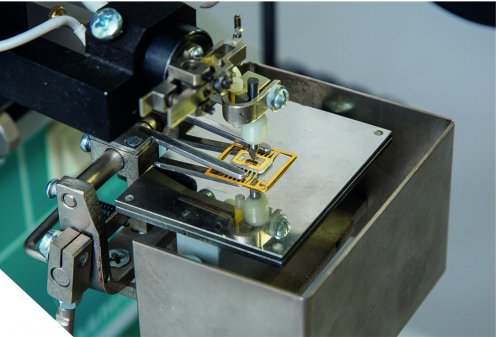
Автоматизированная установка микроконтактной сварки расщепленным электродом
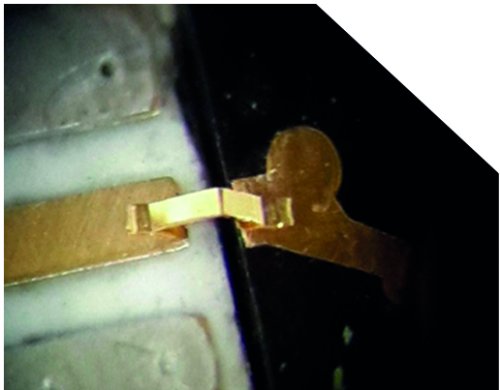
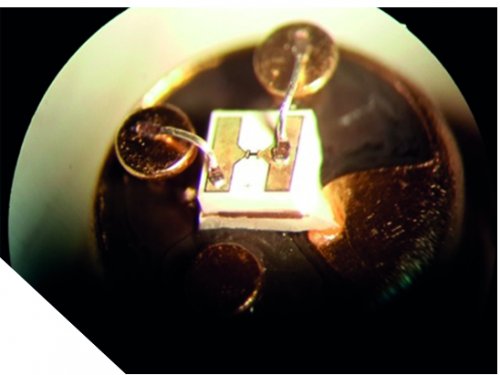
Установка предназначена для проволочного и ленточного монтажа (при этом применяется калиброванная лента на катушке) микросборок методом микроконтактной (терморезистивной) микросварки. Установка позволяет разваривать золотую проволоку и ленту, как на плоскости, так и в глубоких «колодцах» с помощью расщепленных электродов типа ЭК-1 и ЭК-2 . Установка оснащена прецизионным пантографом для точного позиционирования прибора. Установка в автоматическом режиме производит подачу и обрыв проволоки или ленты в процессе монтажа, при этом используется специализированный сварочный электрод типа ЭК-2 (с вертикальным каналом для подачи ленты или проволоки).
Поставки установок микросварки и других изделий микроэлектроники осуществляются по всей России. Доставка осуществляется посредством транспортной компании, для постоянных клиентов возможны индивидуальные условия. Центральный офис компании располагается в городе Нижний Новгород. Также нижегородцев и гостей города приглашаем посетить нашу выставку технологического сборочного оборудования для изделий микроэлектроники.
Технологические возможности
• Встроенная измерительная система в блок ИТСП-2П обеспечивает измерение импеданса выходной цепи сварочного тракта и сварочного тока.
• Программирование формы сварочного импульса.
• Возможность программирования и хранения в памяти до 40 различных сварочных режимов, включающих в себя: напряжение и время основного импульса, напряжение и время подогревающей ступени, время нарастания и время спада импульса.
• Наличие специального режима «сварки-пайки» при монтаже проволоки или ленты в облуженную поверхность.
• Программирование и хранение в памяти до 5 типов перемычек.
• Программирование в реальном масштабе времени формы проволочной и ленточных перемычек, например: высоты; длины; углов наклона восходящей и нисходящей ветвей перемычки к плоскости сварки, по характерным точкам циклограммы движения сварочной головки по осям Y и Z.
• Хранение в энергонезависимой памяти установки до 12 приборов со своими режимами сварки и характеристиками перемычек.
• Выходной контур встроенного источника тока сварки пайки изолирован от «земли», при этом пробой собираемого прибора на «землю» – исключен.
Технические характеристики
| Сварочный импульс | постоянного тока, модулированный по амплитуде |
| Лента, Au, мкм | (25х250) |
| Проволока, Au, мкм | 20-60 |
| Усилие сжатия соединяемых элементов, Н | 0.15 – 6.0 |
| Время сварки (два диапазона), мс | (0,08 – 2); (2 – 1000) |
| Выходной максимальный ток, А | 250 |
| Выходное максимальное напряжение, В | 6 |
| Формообразование перемычки | автоматическое |
| Способ сварки | внахлест – «клин-клин» |
|
Рабочее поле совмещения по осям X и Y: - грубое (вручную), мм - точное (манипулятором), мм. |
100х100 15 |
| Максимальная разновысотность сварочных точек сварки, мм | ± 5 |
| Глубина «колодца», мм | 15 |
| Угол подачи проволоки, ленты в зону сварки | 90° |
| Ход привода (типа винт-гайка) сварочной головки по оси Z , мм | 35 |
| Ход механического привода сварочной головки по оси Z от «ручки», мм | 10 |
| Ход привода (типа винт-гайка) предметного столика по оси Y, мм | 15 |