







Автоматизированная установка ультразвуковой УМС-2ШК в Орле
Автоматизированная установка ультразвуковой сварки методом «шарик-клин» и «клин-клин»
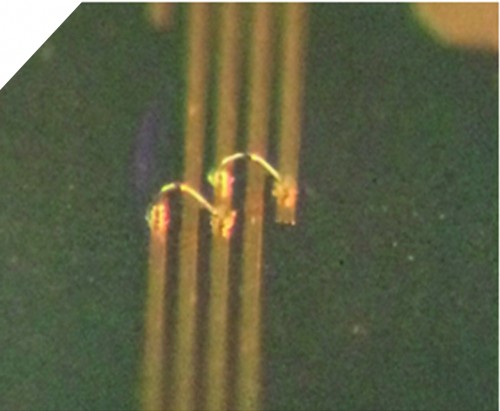
Установка предназначена для автоматизированной термозвуковой сварки золотых проволочных выводов методом «шарик-клин», с дополнительным закреплением «клина» «шариком», с возможностью присоединения золотых шариков на контактные площадки (бампирование) и «внахлест» методом «клин-клин» Кроме того установка предназначена для автоматизированной ультразвуковой сварки алюминиевой проволоки и сварки ленты.
Поставки установок микросварки и других изделий микроэлектроники осуществляются по всей России. Доставка осуществляется посредством транспортной компании, для постоянных клиентов возможны индивидуальные условия. Центральный офис компании располагается в городе Нижний Новгород. Также нижегородцев и гостей города приглашаем посетить нашу выставку технологического сборочного оборудования для изделий микроэлектроники.
Технологические возможности
• Программирование до 6 типов перемычек и стежков.
• Ультразвуковой генератор может работать в трех вариантах: с девиацией резонансной частоты; с фиксированной резонансной частотой; с возможностью программирования амплитуды колебаний сварочного электрода.
• Программирование до 100 технологических параметров: высота, длина, угол наклона, перемычки и т. д.
• Искровой генератор выполнен с возможностью переключения до трех диапазонов управления мощностью (искры) для проволок Ø: 20 мкм;30-40 мкм; 50 мкм.
• Оплавление шарика по схеме (-) на электроде (+) на проволоке.
• Нагреваемый рабочий столик (температура 20 – 250 °С) с механическим и вакуумным прижимом.
• Возможность подогрева сварочного инструмента (0 – 200 °С).
• Возможность присоединения золотых шариков на контактные площадки (бампирование).
• Диагностирование акустической системы: измерение резонансной частоты и импеданса акустической системы с выводом значений на дисплей пульта.
• Установка комплектуется ультразвуковым генератором с возможностью автоматической подстройки резонансной частоты в процессе сварочного импульса, при этом используются ультразвуковые пьезокерамические преобразователи с резонансной частотой
Технические характеристики
| Проволока, Au, Al, мкм | 17 – 50 |
| Минимальный размер контактной площадки на кристалле, мм | 0,06х0,06 |
| Минимальная длина проволочной перемычки, мм | 0,05 |
|
Высота перепада высот (разновысотность) контактных площадок, мм |
6.0 |
| Вид сварного соединения | «шарик-клин» (с дополнительным закреплением «клина» «шариком»), бампирование, «клин-клин». |
| Усилие сжатия соединяемых элементов, грамм | 20 – 300 |
| Время сварки, мс | 1 – 1000 |
| Выходная мощность, УЗ генератора, Вт | 0,01 – 2,0 |
| Резонансная частота ультразвукового | 62 |